


Material
| Cuerpo | Acero |
| Finalizar | Galvanizado |
| Ánima | Acero |
| Finalizar | Galvanizado |
| Tipo de cabeza | Cúpula, CSK, brida grande |
Especificación
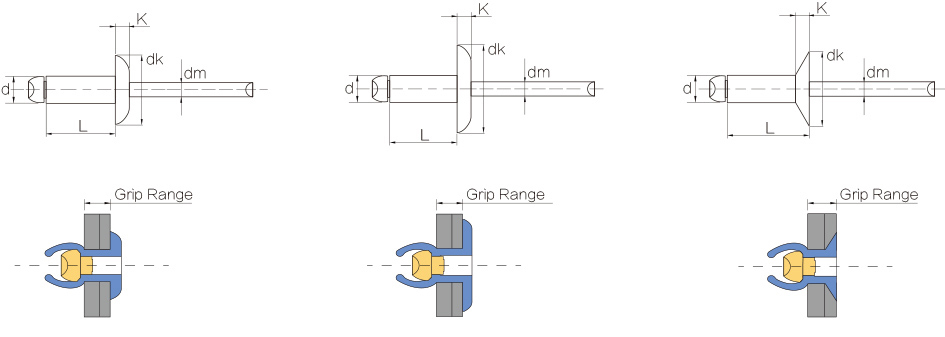
| D1 NOM. | TALADRO NÚM. &TAMAÑO DEL AGUJERO | CÓDIGO DE ARTÍCULO | RANGO DE AGARRE | L(MÁX.) | D NOM. | K MÁX. | P MÍN. | CORTAR LIBRAS | DE TENSIÓN LIBRAS | ||
| PULGADA | MM | PULGADA | MM | ||||||||
| 3/32" 2,4 mm | #41 2.5-2.6 | SS32 | 0.020-0.125 | 0.5-3.2 | 0.250 | 6.4 | 0.188" 4.8 | 0.032" 0.81 | 1,00" 25.4 | 130 580N | 170 760N |
| SS34 | 0.126-0.250 | 3.2-6.4 | 0.375 | 9.5 | |||||||
| SS36 | 0.251-0.375 | 6.4-9.5 | 0.500 | 12.7 | |||||||
| 1/8" 3,2 mm | #30 3.3-3.4 | SS41 | 0.020-0.062 | 0.5-1.6 | 0.212 | 5.4 | 0.250" 6.4 | 0.040" 1.02 | 1.06" 27 | 260 1160N | 310 1380N |
| SS42 | 0.063-0.125 | 1.6-3.2 | 0.275 | 7.0 | |||||||
| SS43 | 0.126-0.187 | 3.2-4.8 | 0.337 | 8.6 | |||||||
| SS44 | 0.188-0.250 | 4.8-6.4 | 0.400 | 10.2 | |||||||
| SS45 | 0.251-0.312 | 6.4-7.9 | 0.462 | 11.7 | |||||||
| SS46 | 0.313-0.375 | 7.9-9.5 | 0.525 | 13.3 | |||||||
| SS48 | 0.376-0.500 | 9.5-12.7 | 0.650 | 16.5 | |||||||
| SS410 | 0.501-0.625 | 12.7-15.9 | 0.775 | 19.7 | |||||||
| 5/32" 4,0 mm | #20 4.1-4.2 | SS52 | 0.020-0.125 | 0.5-3.2 | 0.300 | 7.6 | 0.312" 7.9 | 0.050" 1.27 | 1.06" 27 | 370 1650N | 470 2100N |
| SS53 | 0.126-0.187 | 3.2-4.8 | 0.362 | 9.2 | |||||||
| SS54 | 0.188-0.250 | 4.8-6.4 | 0.425 | 10.8 | |||||||
| SS56 | 0.251-0.375 | 6.4-9.5 | 0.550 | 14.0 | |||||||
| SS58 | 0.376-0.500 | 9.5-12.7 | 0.675 | 17.1 | |||||||
| SS510 | 0.501-0.625 | 12.7-15.9 | 0.800 | 20.3 | |||||||
| SS516 | 0.876-1.000 | 22.2-25.4 | 1.175 | 29.8 | |||||||
| 3/16" 4,8 mm | #11 4.9-5.0 | SS62 | 0.020-0.125 | 0.5-3.2 | 0.325 | 8.3 | 0.375" 9.5 | 0.060" 1.52 | 1.06" 27 | 540 2400N | 680 3030N |
| SS63 | 0.126-0.187 | 3.2-4.8 | 0.387 | 9.8 | |||||||
| SS64 | 0.188-0.250 | 4.8-6.4 | 0.450 | 11.4 | |||||||
| SS66 | 0.251-0.375 | 6.4-9.5 | 0.575 | 14.6 | |||||||
| SS68 | 0.376-0.500 | 9.5-12.7 | 0.700 | 17.8 | |||||||
| SS610 | 0.501-0.625 | 12.7-15.9 | 0.825 | 21.0 | |||||||
| SS612 | 0.626-.0750 | 15.9-19.1 | 0.950 | 24.1 | |||||||
| SS614 | 0.751-0.875 | 19.1-22.2 | 1.075 | 27.3 | |||||||
| SS616 | 0.876-1.000 | 22.2-25.4 | 1.200 | 30.5 | |||||||
| SS618 | 1.001-1.125 | 25.4-28.6 | 1.325 | 33.7 | |||||||
| SS620 | 1.126-1.250 | 28,6-31,8 | 1.450 | 36.8 | |||||||
| 1/4" 6,4 mm | F 6.5-6.6 | SS82 | 0.020-0.125 | 0.5-3.2 | 0.375 | 9.5 | 0.500" 12.7 | 0.080" 2.03 | 1.25" 32 | 1000 4450N | 1240 5520N |
| SS84 | 0.126-0.250 | 3.2-6.4 | 0.500 | 12.7 | |||||||
| SS86 | 0.251-0.375 | 6.4-9.5 | 0.625 | 15.9 | |||||||
| SS88 | 0.376-0.500 | 9.5-12.7 | 0.750 | 19.1 | |||||||
| SS810 | 0.501-0.625 | 12.7-15.9 | 0.875 | 22.2 | |||||||
| SS812 | 0,626-0,750 | 15.9-19.1 | 1.000 | 25.4 | |||||||
| SS814 | 0.751-0.875 | 19.1-22.2 | 1.125 | 28.6 | |||||||
| SS816 | 0.876-1.000 | 22.2-25.4 | 1.250 | 31.8 | |||||||
| SS818 | 1.001-1.125 | 25.4-28.6 | 1.375 | 34,9 | |||||||
Solicitud
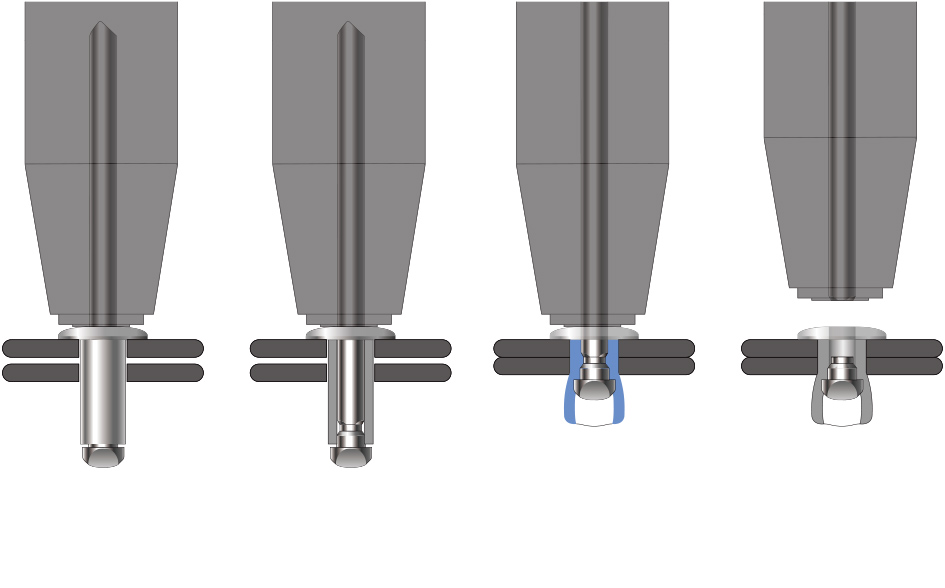
Los remaches ciegos de extremo abierto de acero no solo son fáciles de usar, alta eficiencia, bajo nivel de ruido, pueden reducir la intensidad del trabajo y otras características, sino también la estanqueidad de las conexiones.Los remaches de acero se pueden dividir en remaches de cabeza abovedada, remaches avellanados y remaches de cabeza de brida grande.La resistencia a la tracción y al corte de los remaches ciegos de acero es mucho mayor que la de los remaches de aluminio estándar.Es ampliamente utilizado en la industria, puede satisfacer las necesidades de solicitud de alta resistencia.
Los problemas y razones al usar el remache pop:
4. El remache pop se extrae: el mandril del remache se extrae por completo del remache y el mandril se rompe.Después del remachado, deje agujeros vacíos en el remache.
Las razones para tirar son: demasiada tensión en el mandril del remache;pequeño diámetro de tapas de mandril;materiales blandos para remachar;la superficie del orificio interior está demasiado lubricada.
5. Cabeza de salto o tambor insuficiente: al tirar de los remaches, el núcleo del remache salta por completo o el remache no se hincha.
Las razones de este fenómeno son: el control de la fuerza de tracción es demasiado bajo cuando se fabrica el núcleo del clavo;el cuerpo de remachado es alto (recocido desigual);
6. Relájese después de remachar: después de remachar, el cuerpo remachado está suelto en el orificio de la pieza de trabajo.






